The production of an injection mold tool involves several precisely executed stages that transform a digital design into a high-performance mold. Each phase plays a crucial role in achieving durability, accuracy, and efficiency.
Design and Engineering (CAD Phase)
Engineers create a 3D CAD model and conduct mold flow analysis to prevent defects before production begins. This stage defines part geometry, cooling systems, and overall mold performance.
Key Features:
- Mold flow simulation for shrinkage, warpage, and fill time.
- Determining draft angles, wall thickness, and parting lines.
- Design approval before machining begins.
Material Selection
Choosing the right material impacts mold cost, lifespan, and cycle count. High-volume production requires hardened steel, while prototypes may use aluminum.
Key Features:
- P20 steel: Good balance of cost and durability.
- H13 steel: High hardness for 1M+ cycles.
- Aluminum: Lightweight, good for low-volume runs.
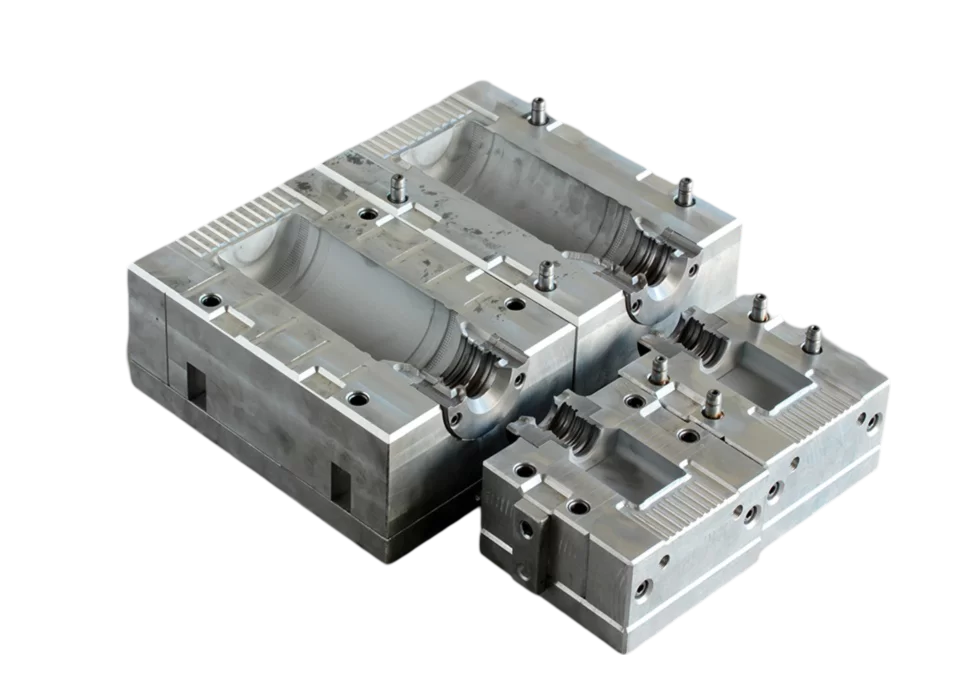
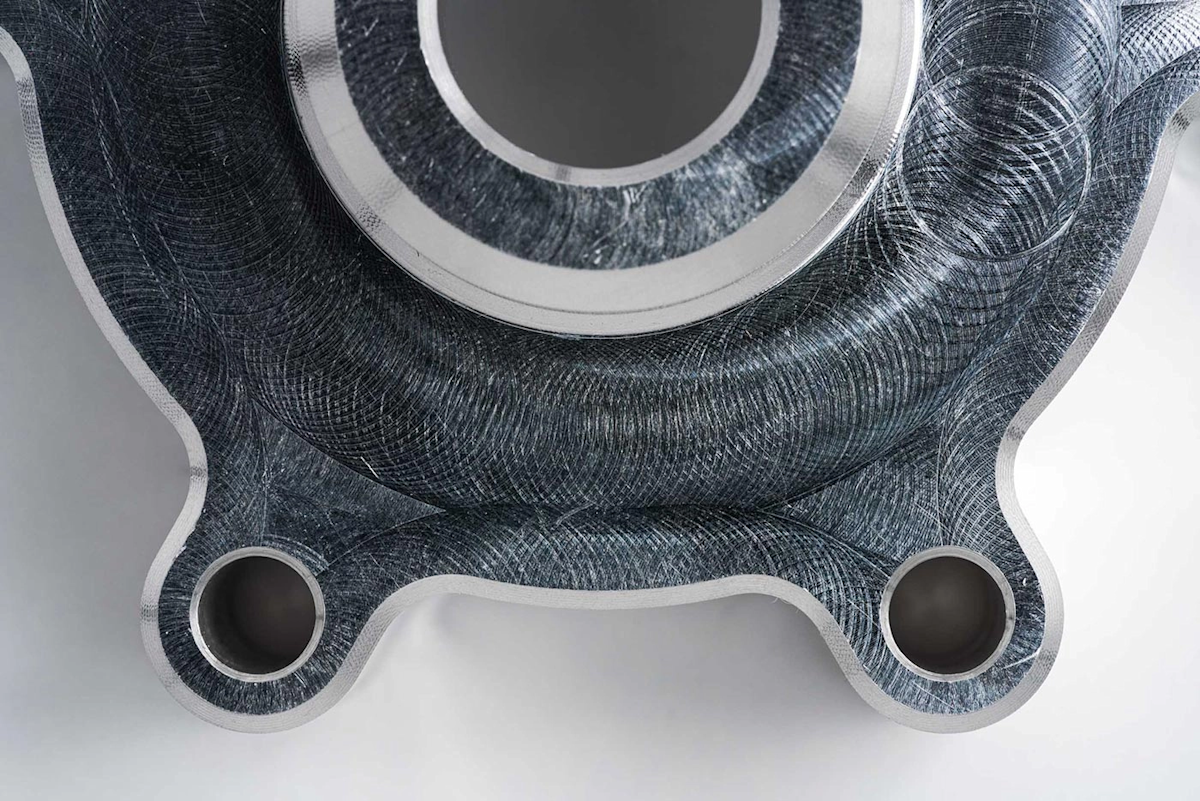
CNC Machining & EDM
CNC milling shapes the core and cavity with high precision, while EDM creates intricate details. This stage achieves tolerances as fine as ±0.005 mm.
Key Features:
- Multi-axis CNC milling for complex designs.
- EDM for sharp corners and deep cavities.
- Multiple setups for complete geometry.
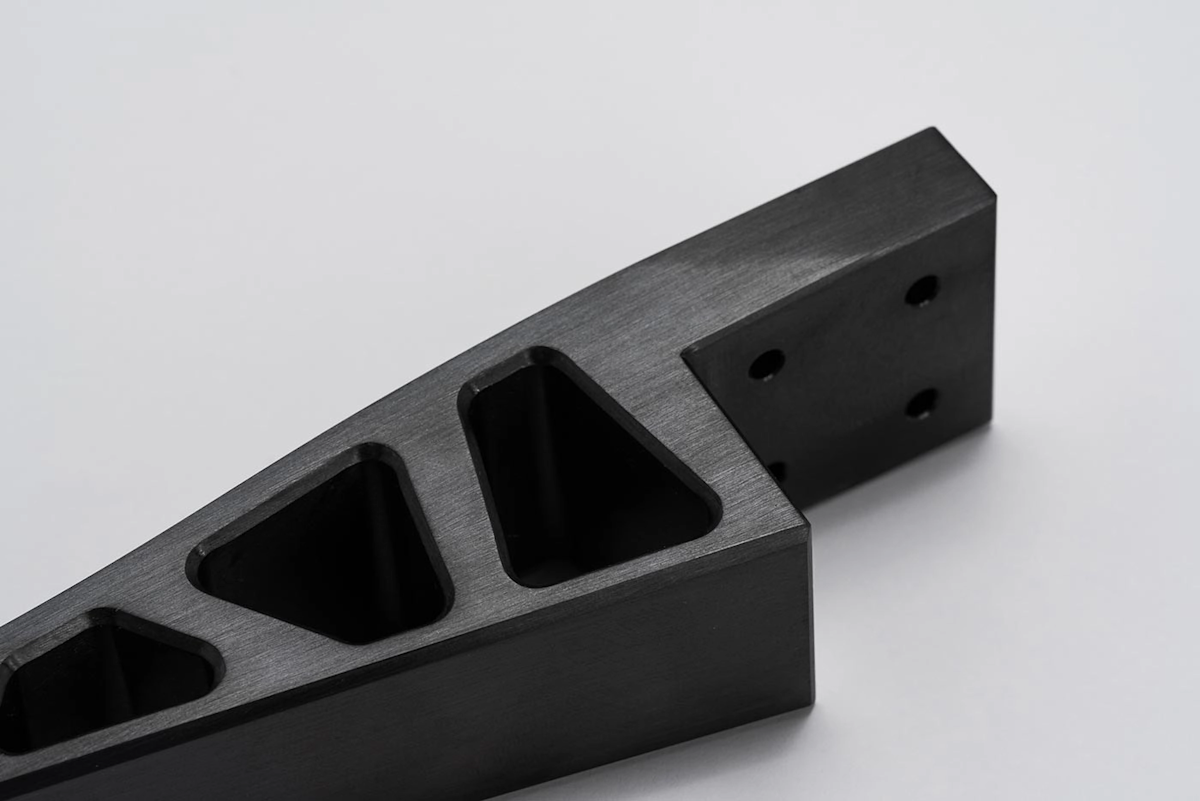
Heat Treatment
Heat treatment hardens the mold to improve wear resistance. It ensures the mold withstands high pressures over long production runs.
Key Features:
- Hardness range: 48–52 HRC for steel molds.
- Stress relief to prevent warping.
- Increases mold life by several hundred thousand cycles.
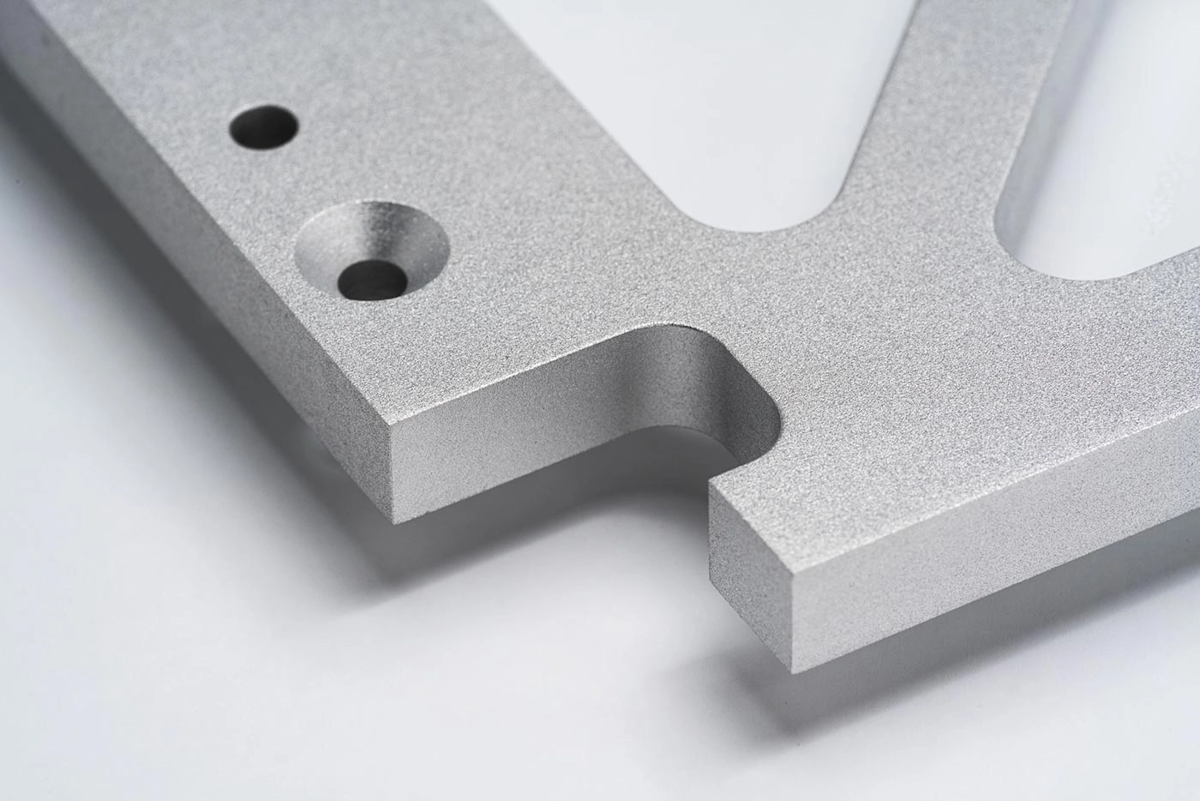
Polishing & Surface Finishing
The mold surface is polished or textured based on the product’s needs. It affects part appearance, ejection, and defect prevention.
Key Features:
- High-gloss polish for optical clarity.
- Texturing for grip and aesthetics.
- Reduces flow marks and scratches.
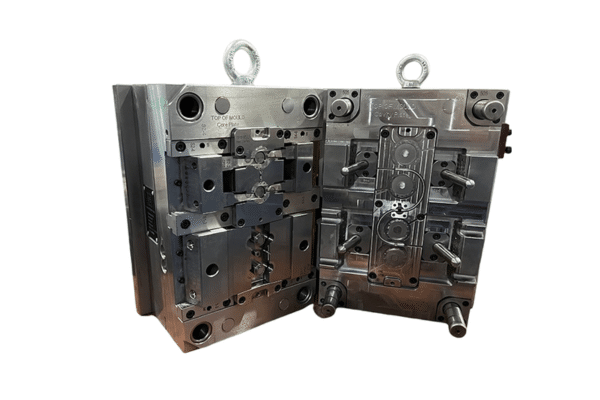
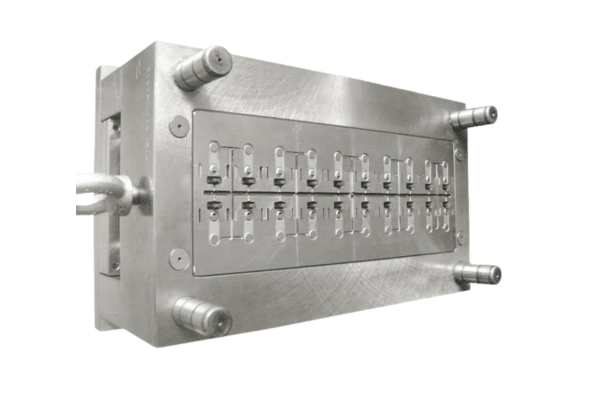
Assembly
All mold components are fitted together with micron-level alignment. Proper assembly ensures smooth operation and defect-free parts.
Key Features:
- Installing core, cavity, ejector pins, and guide rails.
- Aligning halves for precision mating.
- Integrating cooling and venting systems.
Trial Runs (T0, T1, T2)
Initial trials detect and correct molding issues before full production. Adjustments are made until final part accuracy is achieved.
Key Features:
- T0: First sample run for defect inspection.
- CMM measurements for dimensional checks.
- Adjusting cooling, pressure, or cavity dimensions.
Quality Assurance & Delivery
The finished mold undergoes thorough inspection and documentation. It’s then shipped with maintenance guidelines to extend its lifespan.
Key Features:
- Functional testing of cooling and ejection.
- Final dimensional inspection reports.
- Maintenance schedule for long-term performance.
How Many Types of Injection Mold Tools Are There?
Injection mold tools come in several designs, each tailored to different production volumes, part complexities, and cost considerations.
Here’re the five main types of mold tools used in modern manufacturing.
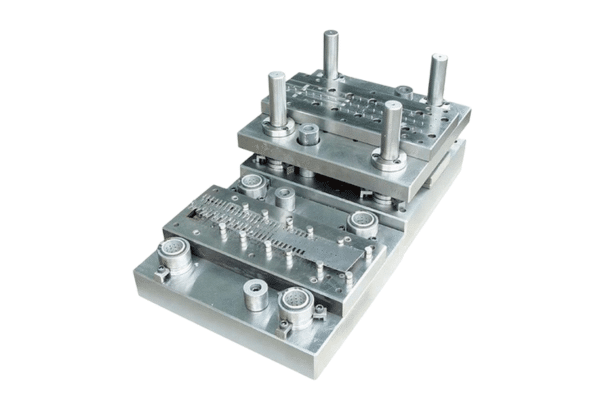
Single Cavity Molds
A single cavity mold produces one part per molding cycle, making it ideal for low-volume production or specialized parts. This design offers lower tooling costs, easier maintenance, and faster design-to-production timelines, but it’s less efficient for large-scale manufacturing.
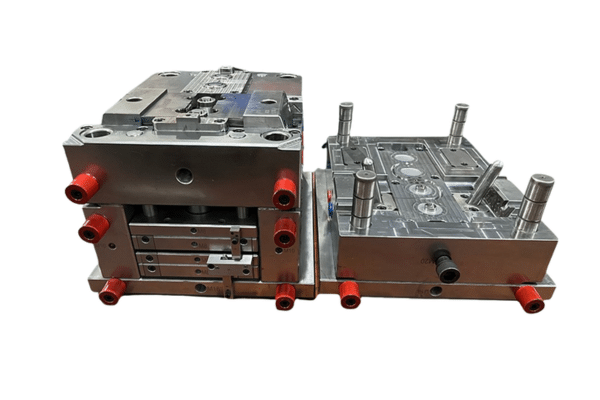
Multi-Cavity Molds
Multi-cavity molds contain two or more cavities, producing multiple identical parts in one cycle. They are perfect for high-volume production, as they significantly reduce cycle times and per-unit costs, though they require higher initial investment and more complex mold design.
Family Molds
Family molds have different cavities within the same mold, allowing the production of multiple part shapes or sizes simultaneously. They are cost-effective for assemblies with multiple components, but require careful balance in cooling and material flow to ensure consistent part quality.
Hot Runner vs. Cold Runner Molds
Hot runner molds use heated channels to deliver molten material directly into the cavities, reducing waste and cycle time. Cold runner molds, on the other hand, use unheated channels, which are simpler and less expensive but produce more material waste and require additional trimming.
Overmold and Insert Molds
Overmold molds allow one material to be molded over another, enabling soft-touch grips or multi-material designs. Insert molds involve placing a pre-formed part (such as a metal insert) into the mold before injection, ideal for producing components with integrated hardware.