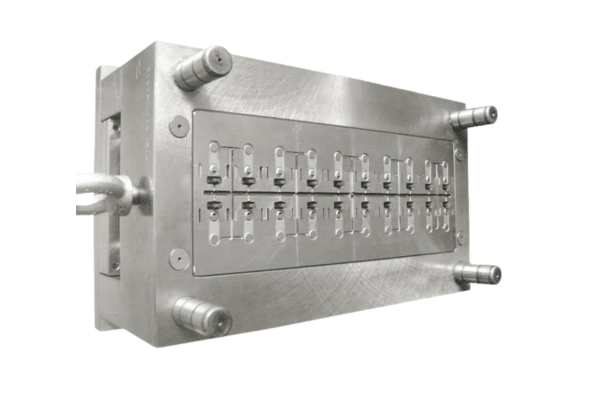
La production d'un outil de moulage par injection comporte plusieurs étapes exécutées avec précision qui transforment une conception numérique en un moule de haute performance. Chaque phase joue un rôle crucial dans la durabilité, la précision et l'efficacité.
Conception et ingénierie (phase CAO)
Les ingénieurs créent un modèle CAO en 3D et effectuent une analyse de l'écoulement du moule afin de prévenir les défauts avant le début de la production. Cette étape permet de définir la géométrie des pièces, les systèmes de refroidissement et les performances globales du moule.
Caractéristiques principales :
- Simulation de l'écoulement du moule pour le retrait, le gauchissement et le temps de remplissage.
- Détermination des angles de dépouille, de l'épaisseur des parois et des plans de joint.
- Approbation de la conception avant le début de l'usinage.
Sélection des matériaux
Le choix du bon matériau a une incidence sur le coût du moule, sa durée de vie et le nombre de cycles. La production en grande série nécessite de l'acier trempé, tandis que les prototypes peuvent utiliser de l'aluminium.
Caractéristiques principales :
- Acier P20: Bon équilibre entre coût et durabilité.
- Acier H13: Dureté élevée pour plus de 1 million de cycles.
- Aluminium: Léger, bon pour les courses de faible volume.
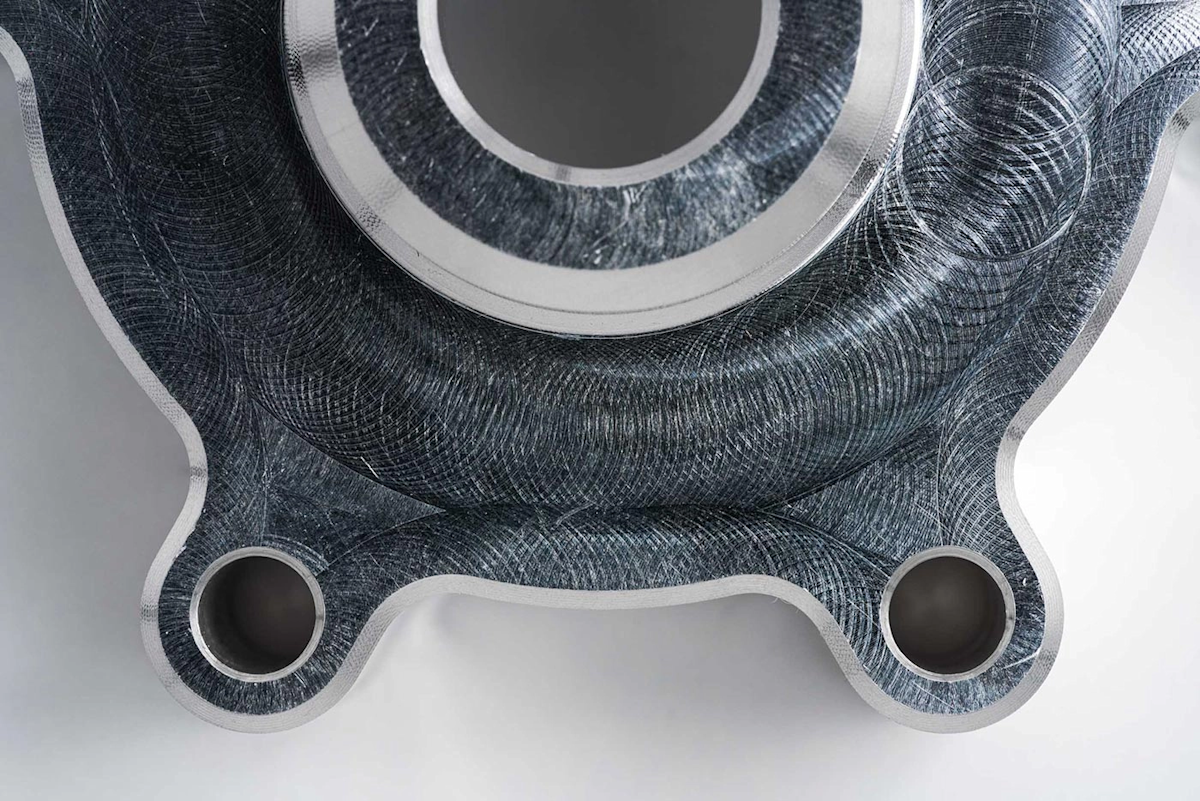
Usinage CNC et électroérosion
Le fraisage CNC façonne le noyau et la cavité avec une grande précision, tandis que l'électroérosion crée des détails complexes. Cette étape permet d'obtenir des tolérances aussi fines que ±0,005 mm.
Caractéristiques principales :
- Fraisage CNC multi-axes pour les conceptions complexes.
- EDM pour les angles vifs et les cavités profondes.
- Plusieurs configurations pour une géométrie complète.
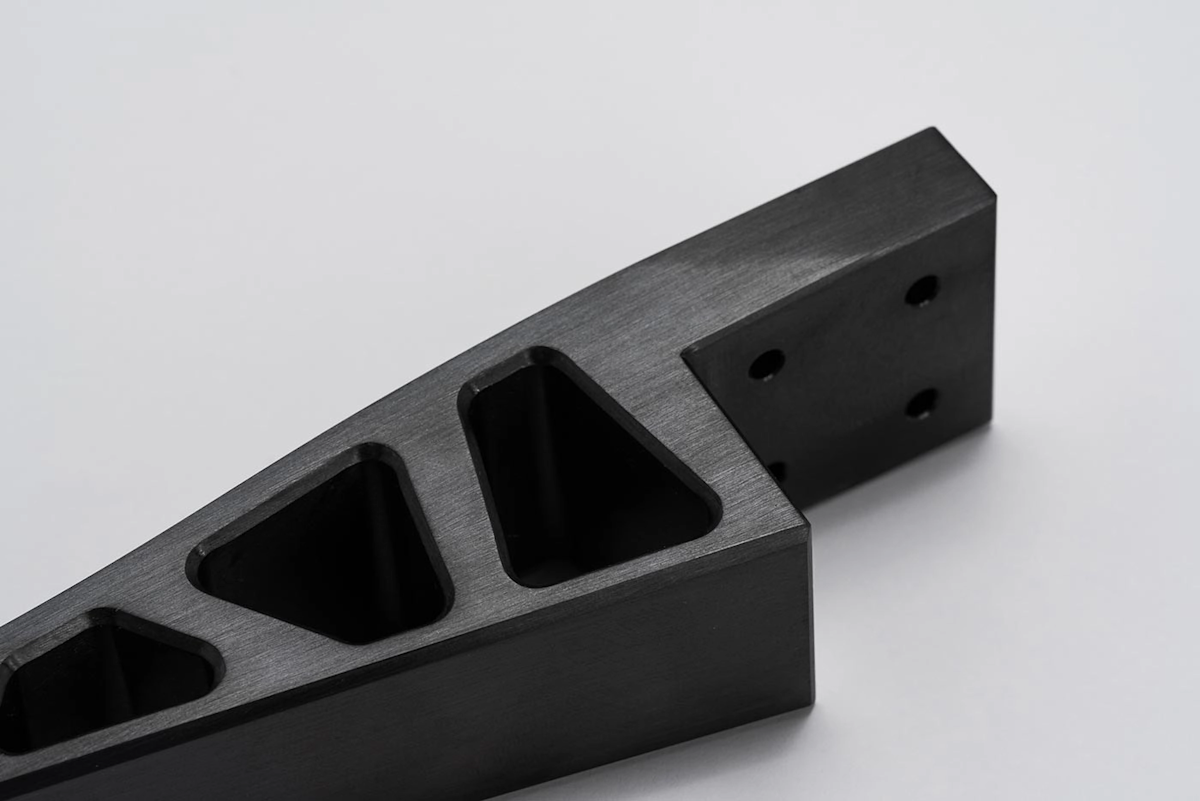
Traitement thermique
Le traitement thermique durcit le moule pour améliorer la résistance à l'usure. Il garantit que le moule résiste à des pressions élevées pendant de longues périodes de production.
Caractéristiques principales :
- Plage de dureté : 48-52 HRC pour les moules en acier.
- Soulagement des contraintes pour éviter les déformations.
- Augmente la durée de vie des moules de plusieurs centaines de milliers de cycles.
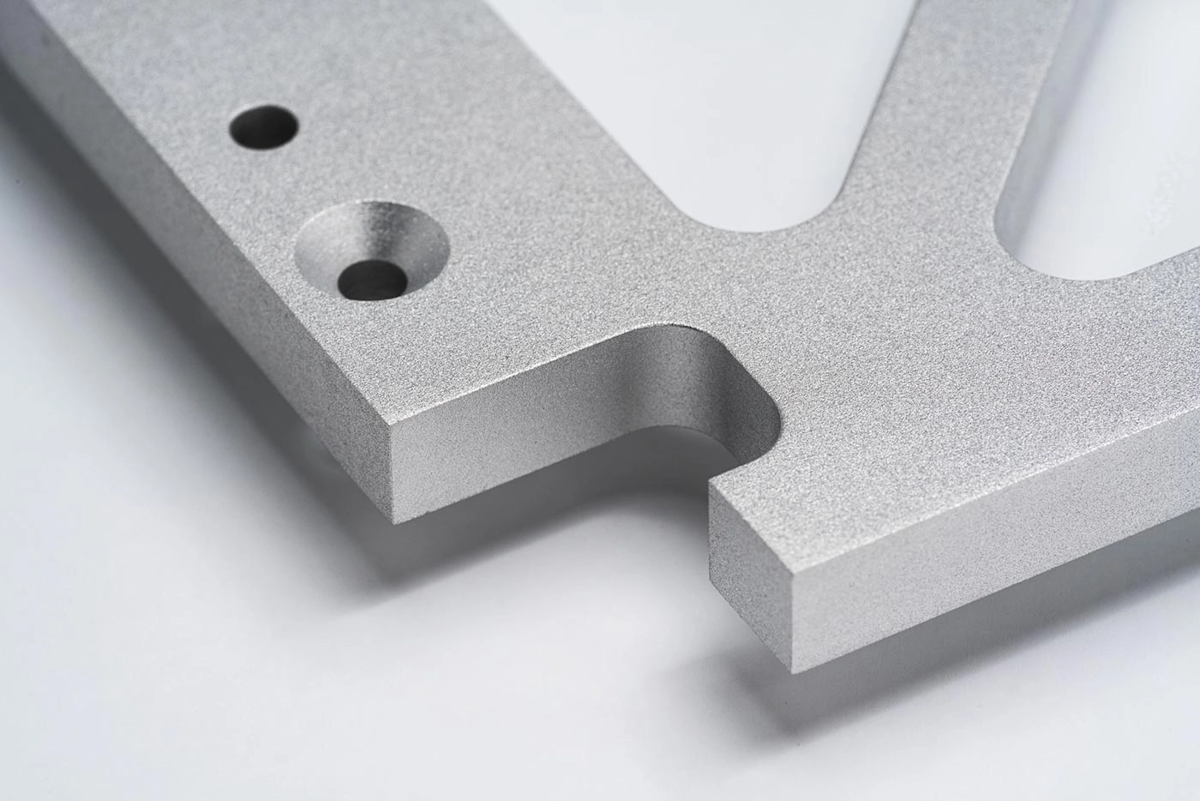
Polissage et finition de surface
La surface du moule est polie ou texturée en fonction des besoins du produit. Elle influe sur l'aspect de la pièce, l'éjection et la prévention des défauts.
Caractéristiques principales :
- Polissage brillant pour une clarté optique.
- Texture pour l'adhérence et l'esthétique.
- Réduit les marques d'écoulement et les rayures.
Assemblée
Tous les composants du moule sont assemblés avec un alignement de l'ordre du micron. Un assemblage correct garantit un fonctionnement sans heurts et des pièces exemptes de défauts.
Caractéristiques principales :
- Installation du noyau, de la cavité, des goupilles d'éjection et des rails de guidage.
- Alignement des moitiés pour un accouplement de précision.
- Intégration des systèmes de refroidissement et de ventilation.
Essais (T0, T1, T2)
Les essais initiaux permettent de détecter et de corriger les problèmes de moulage avant la production complète. Des ajustements sont effectués jusqu'à ce que la précision de la pièce finale soit atteinte.
Caractéristiques principales :
- T0 : Premier échantillonnage pour le contrôle des défauts.
- Mesures CMM pour les contrôles dimensionnels.
- Ajustement du refroidissement, de la pression ou des dimensions de la cavité.
Assurance de la qualité et livraison
Le moule fini fait l'objet d'une inspection et d'une documentation approfondies. Il est ensuite expédié avec des instructions d'entretien pour prolonger sa durée de vie.
Caractéristiques principales :
- Essais fonctionnels de refroidissement et d'éjection.
- Rapports d'inspection dimensionnelle finale.
- Programme d'entretien pour une performance à long terme.
Combien de types d'outils de moulage par injection existe-t-il ?
Les outils de moulage par injection se déclinent en plusieurs modèles, chacun adapté aux différents volumes de production, à la complexité des pièces et aux considérations de coût.
Voici les cinq principaux types d'outils de moulage utilisés dans la fabrication moderne.
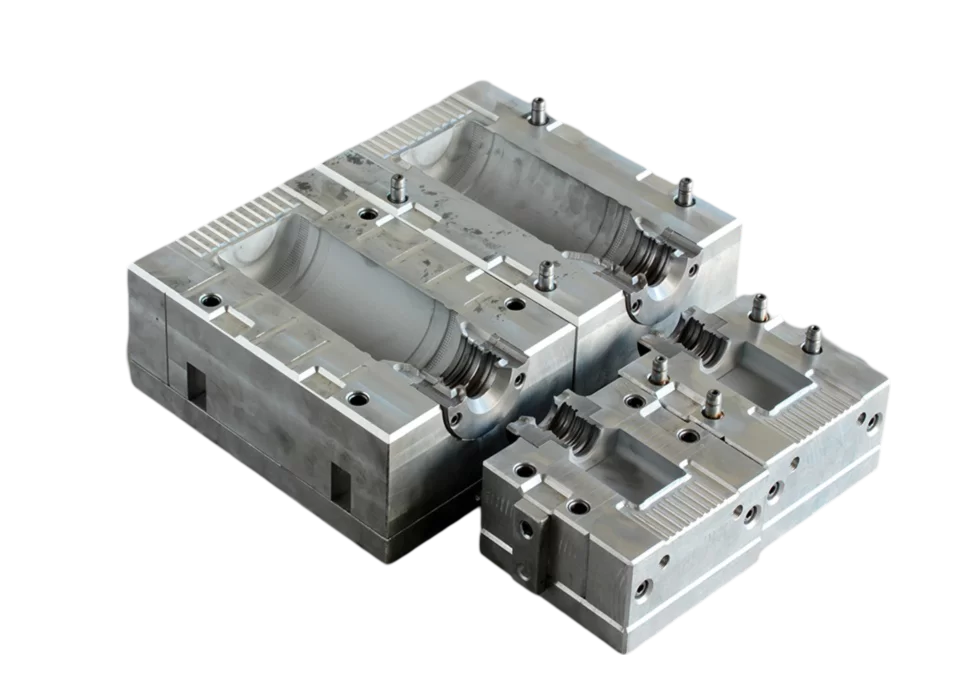
Moules à cavité unique
Un moule à empreinte unique produit une pièce par cycle de moulage, ce qui le rend idéal pour la production de faibles volumes ou de pièces spécialisées. Cette conception permet de réduire les coûts d'outillage, de faciliter la maintenance et d'accélérer les délais entre la conception et la production, mais elle est moins efficace pour la fabrication à grande échelle.
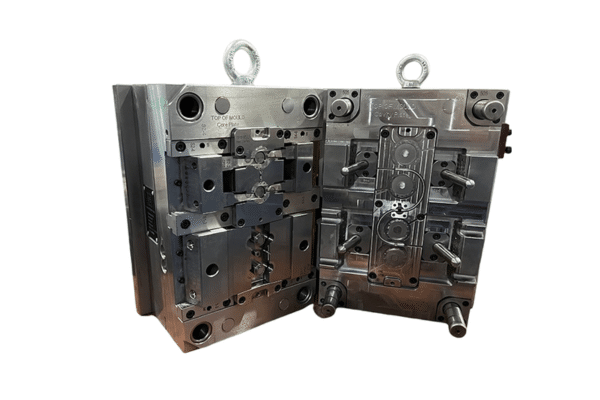
Moules à cavités multiples
Les moules multi-empreintes contiennent deux cavités ou plus, ce qui permet de produire plusieurs pièces identiques en un seul cycle. Ils sont parfaits pour la production de gros volumes, car ils réduisent considérablement les temps de cycle et les coûts unitaires, bien qu'ils nécessitent un investissement initial plus élevé et une conception de moule plus complexe.
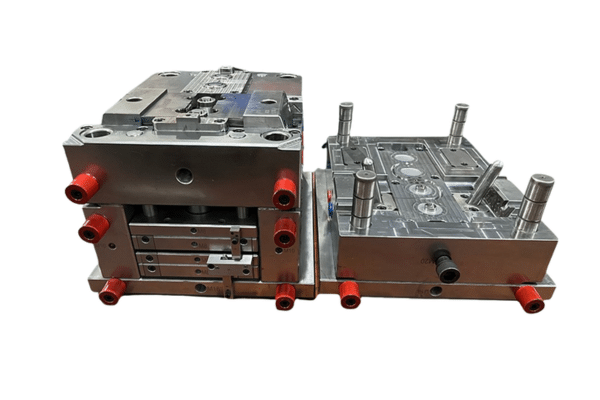
Moules familiaux
Les moules familiaux comportent différentes cavités au sein d'un même moule, ce qui permet de produire simultanément plusieurs formes ou tailles de pièces. Ils sont rentables pour les assemblages à composants multiples, mais nécessitent un équilibre minutieux dans le refroidissement et le flux de matière pour garantir une qualité constante des pièces.
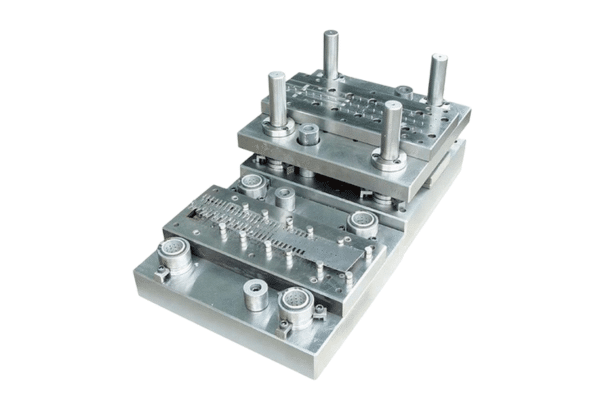
Moules à canaux chauds et moules à canaux froids
Les moules à canaux chauds utilisent des canaux chauffés pour acheminer la matière en fusion directement dans les cavités, ce qui réduit les déchets et la durée du cycle. Les moules à canaux froids, quant à eux, utilisent des canaux non chauffés, qui sont plus simples et moins coûteux, mais qui produisent plus de déchets de matériaux et nécessitent des découpes supplémentaires.
Moules de surmoulage et d'insertion
Les moules de surmoulage permettent de mouler un matériau sur un autre, ce qui permet d'obtenir des poignées douces au toucher ou des conceptions multi-matériaux. Les moules à insert consistent à placer une pièce préformée (telle qu'un insert métallique) dans le moule avant l'injection, ce qui est idéal pour produire des composants avec du matériel intégré.